
 GAS WELDING TECHNIQUE
GAS WELDING TECHNIQUE
 GAS WELDING TECHNIQUE
GAS WELDING TECHNIQUE
Gas welding technique is a fusion-welding technique
In which metals are melted using heat generated from
a mixture of oxygen/air and fuel gases such as acetylene, hydrogen, propane
or butane.
Through this intense heat
(flame) is produced, so that the metal melts and the edges of the parts are
welded together.
This process is usually
welded with the additional use of filler metal.
GAS WELDING TECHNIQUE(Gas uses)
Two familiar fuel gases
are used in gas welding: -
- A mixture of oxygen and acetylene gas - Oxidized acetylene welding process. -
- A mixture of oxygen and hydrogen gas - oxy-hydrogen welding process
OXY ACETYLENE WELDING
It is the most versatile
and widely used gas welding process due to its higher flame temperature (up to
3500o C) than the oxy-hydrogen process (up to 2500o C).
The most essential requirement is to weld pieces of two or more metals together by
the welding
process.
Pressure may also
be employed. Since a slight gap usually exists between the edges
of work
pieces, a 'filler metal' is used to supply additional material to fill the gap.
However, welding can
also, be done without the use of filler metal.
The filler metal is
melted, combines with the molten metal of the work and forms an integral part
of the weld when it freezes.
An ideal joint can be
made between two pieces of metal by heating the workpiece to
the appropriate
temperature.
In other words,
when heated, the material softens sufficiently so that the surface fuses
together.
OXY ACETYLENE WELDING(Principle of Operation)
When acetylene is mixed with the right proportion of oxygen in a welding
torch and ignited, the metal on the flame of the torch tip is melted and added
to the base metal.
The oxy-acetylene flame
reaches a temperature of about 3200 ° C and can melt all commercial
metals, which, during welding, actually combine together to form a
complete
bond.
A filler metal rod
is usually added to the molten metal pool.
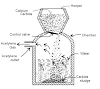
cylinders
The device consists of
two large cylinders: one containing oxygen at high pressure
and the other with
acetylene gas.
Two pressures on
the respective cylinders regulate or control the pressure of the
gas flowing
from the cylinder to the welding torch according to regulatory
requirements.
The welding torch is used to mix both oxygen and acetylene gas in the
appropriate proportions and in the end the mixture is ignited.
A match stick or spark lighter may be used to ignite the mixture at the
tip of the
torch.
The resulting the flame temperature at the tip ranges from 3200 ° C - 3500 ° C and this
heat is
sufficient to melt the workpiece metal.
Filler metal is used of
the same material or almost the same chemical composition
as in workpiece
materials.
The filler molten metal
attaches to the molten metal of the workpiece and forms
a piece of metal upon
freezing.
Flux, if necessary, can
be used during the process. It can be applied directly to
the surface of the
workpiece or to the hot end of the filler metal.
Advantage of Gas Welding
This is possibly the
most versatile process. It can be applied to a wide variety of manufacturing
and maintenance situations.
In this method, the
welder has considerable control over the temperature of the metal in the weld
zone.
- The rate of heating and cooling is relatively slow.
- The welder has control over the filler-metal deposition rate.
- The device is versatile, low cost and usually portable.
- The cost and maintenance of gas welding equipment is lower than some
- other welding processes.
The disadvantage of Gas Welding
- Heavy classes may not be financially covered. The flame temperature is less than the arc temperature.
- A gas flame takes longer to heat a metal than an arc.
- More safety problems are associated with the handling and storage of
gases.
- Acetylene and oxygen gases are expensive.
- Flux shielding in gas welding is not as effective as TIG or an inert gas
shielding in MIG welding.
Welding Technique
Depending on the methods of using the welding rod and welding torch, there are
two common techniques of
gas welding, such as: -
- The left-wing technique or forehand welding method
- The correct technique or backhand welding method.
Left word
in gas welding technique
The filler rods, when used, are directed towards the welded part of the joint.
The weld is started from
the right side of the seam, working on the left-hand side.
The blow or welding torch is given small sideways movements, while the filler
rods are rapidly
transferred to the seam.
 The filler rod is
connected using the back and forth moves of the rod, allowing the flame to melt
the lower edges of the plate next
to the weld plate.
The filler rod is
connected using the back and forth moves of the rod, allowing the flame to melt
the lower edges of the plate next
to the weld plate.Rightward in gas welding technique
The welding torch is
placed in the right-hand side of the welder and the filler rod in the left
hand.
Welding begins at the left-hand end of the joint and proceeds to the
right, In the technique on the right the flashlight flame is directed towards
the full weld and the fire is directed
continuously along the edges of the
filler rod flame and the V ahead of the
full weld, so no sideways movement of the welding torch is required. As a result,
a narrow V-groove (30 ° bevel or 60 ° included angle) can
be used in
comparison to leftward welding. This provides a larger control and lower
welding costs.

www.theweldings.blogpost.com










{kind=link}
1 Comments
I must thank you for posting this blog because the topic is very much in demand today and everyone wants to read about it. we provide Blending Advisory Services at affordable prices. for more info visit our website.
ReplyDeleteThanks for your valuable time