

FCAW
Flux-cored Arc welding
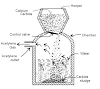
FCAW is a modified version of GMAW. in which solid wire is replaced by a flux-cored (tubular) wire inside with flux and alloy additions. Flux-cored arc welding introduced in 1950.In some FCAW processes still using co2 as a
shielding gas but mostly using flux-cored wire alone because this method is eliminating the cost of shielding gas at all. Mostly flux core wire produces welds at or better than the base metal alone, and its use eliminates the need for gas shielding equipment and gas costs. the flux inside the wire provides the shielding of the weld pool to avoid atmospheric contamination. this process with Co2 Gas gives dipper weld penetration and it may perform with thicker base metals also. The arc heats the base metal and melted off the electrode is transferred through the arc to the job when it becomes the deposited weld metal and ingredients within the electrode produce gas for shielding and also provide oxidizers, ionizers, purifying agents and in some cases alloying elements. These ingredients from a glasslike slag, which is lighter in weight than the deposited weld metal and which floats on the surface of the weld as a protective cover. The flux-cored electrode is fed into the arc automatically from a coil. The arc is maintained automatically and arc travel can be manual or by machine.
FCAW WELDING EQUIPMENT
For power feed roll required a variable speed motor and controller which drive the electrode at a preset and uniform rate.
A gun which houses a trigger to initiate and stop the electrode feed and flow of gas, electrical current to the arc, and if used water for cooling the torch
Nozzle which directs the shielding gas to the arc and weld pool
Contact tube at the axis of the nozzle to transfer welding current to the electrode.
A system of cable houses electrical connections and casings to direct the gas, electrode, power, and water if used
The amount for the spooled of the coiled electrode
A control station containing the relays, solenoid, and timers needed to integrate the system
A source of shielding gas, if needed, and a device for metering the flow rate of the gas
Water supply for cooling if necessary

FCAW Advantage
There is an economic advantage of flaw is that the feed wire is not much costly thus fcaw provides high-quality weld metal at lower cost with less effort as compare with SMAW welding operators.Flexible and adaptable than submerged arc welding, excellent Weld appearance and smooth uniform welds, less liable to weld defect(Porosity), void range of welding materials, less replacing required than GMAW welding process is made more it popular method.

Its equipment is more costly than SMAW welding processes
Mostly used only ferrous metals, primarily steels.
FCAW Electrode
Many electrode wires are using today in industry, common using wires are:
E60T-7,E60T-8,E70T-1,E70T-2,E70T-3,E70T-4,E70T-5,E70T-6, and many more
For more http://www.theweldings.com/
For more http://www.theweldings.com/










{kind=link}
0 Comments
Thanks for your valuable time