

Absorption of gases in welds
Absorption of gases can cause a significant metallurgical change in the formation of molten weld pools.
The gases may react with the molten welds and with each other. Gases such as hydrogen, nitrogen, and oxygen are the most frequently absorbed in the weld pool.Typical faults include
Defects such as Porosity, Cracking, and Oxide inclusions are produced as a result of the gases absorbed in the weld metal.
Source of gas
There are three major sources that cause Absorption in almost all metal arc welds.
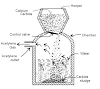
- Electrodes
- Atmosphere and
- Parent metal
Electrodes

Atmosphere
Parent Metal
The gas content of the parent metal will depend to
a very great extent on the method of manufacture of the plate.
Hydrogen and its effects
Defects arising due to the presence of hydrogen
Defects arising due to the presence of Nitrogen
Nitrogen tends to
- Lower the corrosion resistance of weld metal
- Increase hardness, yield, and tensile strength
- Decrease ductility and impact resistance.
Oxygen and its effects
Oxygen is a major factor in gas contamination of the weld
metal as it is present in significant quantities in the electrode core wire and
may also be present in large amounts in the parent metal and on the parent
metal as oxide or scale.
Oxygen may be absorbed into the weld, forming iron
oxide(Fe3O4)and other oxides such as silicon. The iron oxide may react with
carbon in the steel to form CO resulting in blowholes.
C + O ⇾ CO ( gas bubbles)
If the iron oxide is present, oxidation of the weld will occur and this will produce a great increase in the grain size.
Absorption of oxygen by weld:
Reduces its tensile strength and ductility and
Decrease its resistance to corrosion.
Deoxidizers such as Mn, Si, Al, Ti, etc. may be added to
electrodes to prevent the formation of iron oxide
Prevention of Gaseous Contamination
In metal arc welding, the method employed to prevent
contamination of the weld metal by gases is to coat the electrode wire with non-metallic materials. This coating serves two purposes
By decomposition in the heat of the arc, it provides a protective atmosphere of the gas, which resists contamination of the weld metal by
the air.
It forms a low melting point slag which protects the molten
weld metal from contamination during solidification.
Conclusion
Finally, in some coatings, additions of deoxidants are
made, which reduces the available oxygen in the weld metal.










{kind=link}
0 Comments
Thanks for your valuable time