

Wrought Iron
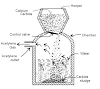
Wrought iron is generated by melting pig iron ingots in a pigging furnace.
wrought iron, as we know, is mostly rich in iron and contains carbon and other ingredients.
Wrought iron is described by extremely low carbon content.Wrought Iron Elements
Carbon 0.035%max Manganese 0.10%max
Manganese 0.10%maxPhosphorus 0.08 to0.18%
Sulphur0.020% max
Silicon0.10 to0.20%
Slag 2.00 to3.50%
Iron remainder
wrought iron production
Wrought iron is produced via melting pig iron ingots in a puddling furnace. Wrought iron possesses a fibrous structure because slag(iron-silicate)is shipped at some stage in the iron base metallic within the shape of threads or fiber that expands in the route of rolling.
1.
High ductility,
Melting Point of Wrought iron
The melting point of wrought iron is approx.1539°C.
The standard weld structure of wrought iron is as follows:
The standard weld structure of wrought iron is as follows:
1.
Radiant heating systems
2.
Skating rings
3.
Snow melting installations
4.
Sewer outfalls
5.
Penstocks
6.
Smokestacks
Ballast deck plates for railway bridgesWelding processes for wrought iron
Forge welding
The forge welding method is the oldest welding method. This method can work up to 30 mm of the wall thickness. By this method, iron, and low carbon steel to be easily welded. The forge welding process originally used coal, coke, charcoal, gas, and oil to obtain sufficient heat in the furnaces.
Resistance welding:
Wrought iron can be welded by resistance welding also.
Oxy-acetylene welding
Oxy-acetylene welding is also suitable for wrought iron metal. See More
Other Processes,
suitable welding processes for the metal of wrought iron are as follows:
- Shielded metal arc welding
- Thermit welding
- Submerged arc welding
- Shielded metal arc welding
- Thermit welding
- Submerged arc welding
Principle
However, slag melts earlier than the iron base metal and imparts a kind of greasy look to the base metal which with other ferrous welding metals generally implies that the welding temperature has reached. The temperature at this stage actually is between 1150 and 1200°C which is not high enough to fuse the base metal.
That is why the welding operator should not get confused with the state of fusion otherwise the welds bead will be bad and weak. For welding wrought iron a low carbon content filler metal and a neutral flame should be used.
🔅A great amount of agitation of the molten metal during welding should be avoided as it causes the formation of oxide that can be entrapped in the weld.
🔅A great amount of agitation of the molten metal during welding should be avoided as it causes the formation of oxide that can be entrapped in the weld.










{kind=link}
0 Comments
Thanks for your valuable time