

Metal power cutting
Metal powder cutting process is a type of oxygen cutting process wherein the severing or removal of metal is affected by the use of metal powder such as iron powder to facilitate cutting.
Introduction
Metal powder cutting was introduced in 1943 for cutting stainless steel.
Materials such as stainless steel, cast iron, and other oxidation-resistant metals/alloys are not readily cut by the ordinary oxidation process, primarily because high melting point (refractory) oxides are formed. These oxides such as chromium, oxide are not oxidized or melted at the usual temperatures produced in oxy-acetylene cutting, and they also prevent the cutting oxygen from coming in contact with the iron in the material being cut.
Therefore in order to cut the above-mentioned materials, two processes were developed namely
Metal power cutting and Chemical flux cutting
Principle of operation
Finely divided iron powder is injected into the cutting flame through a special opening in the tip of the torch. These iron particles are rapidly oxidized, causing a sudden increase in heat at the surface of the metal. As a result of intense filler heat, refractory oxidation occurs as the metal is melted from the surface and consequently flows through the cutting area. This allows the flame of the torch to come into contact with the metal iron and thus proceeds without any disruption.
Iron powder, when introduced into the cutting area, accelerates and promotes the oxidation reaction and also melts and swallows hard to cut material.
Some powders react chemically with refractory oxides produced in the kerf and increase their fluidity.
The resulting molten slag is washed from the reaction zone by a jet of oxygen.
Fresh metal surfaces are in constant contact with the oxygen jet.
Mixtures of iron powder and metal powder, such as iron and aluminum, are used.

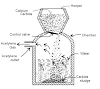
Equipment
- Cutting torch
- Hopper and a supply of powder
- Powder dispensing unit
One type of dispenser is a vibratory device in which the quantity of powder dispensed from the hopper is governed by a vibrator i.e., by adjusting the amplitude of vibration. This system gives a uniform and accurate powder flow and is used for precision cutting of materials.
The second dispensing unit is a completely pneumatic device. In this, an enclosed iron powder hopper(vessel)is used. The hopper is filled with iron powder and then pressurized. The powder is then fed under constant pressure to the powder cutting torch whenever the powder control valve on the torch is opened. Air or Nitrogen may be used to supply the pressure on the powder dispenser. Never use oxygen in place of air or nitrogen as it may form an explosive mixture.
The iron powder hopper is designed to provide an automatically uniform flow of powder and may operate in conjunction with the cutting oxygen valve on the torch.
The gas conveyed powder is introduced into the cutting oxygen prior to its discharge from the tip.
Cylinder, supplies, and regulators of oxygen, acetylene, and nitrogen.
- Oxygen and acetylene hoses.
- Powder control regulator
- Powder control valve and ejector device.
Metals cut by powder cutting
- Stainless steel
- Cast iron
- Nickel chrome, nickel, and chrome alloys (Oxydation resistant steels)
- Aluminum
- Steels containing more than 5% alloy
- Copper
Advantages of powder cutting
Powder cutting method can cut oxidation resistant steel at approximately the same speed as oxy-acetylene cutting of carbon steel at equivalent thickness.
By this method (mechanized) can cut metals up to 150 cm thicker sections.
Disadvantages
Powder cutting raises quite a bit of smoke that may interfere with other operations in the area.
Extra work is required to grind off powder contamination of the cut surface.










{kind=link}
0 Comments
Thanks for your valuable time